


Alle Produkte
-
Kaltgewalzte Edelstahlbleche
-
Warm gewalzte Edelstahlbleche
-
Edelstahl-Runden-Rohr
-
Spulenstreifen aus Edelstahl
-
Edelstahl-Maschendraht
-
Edelstahl-Stange
-
Metallschmieden-Prozess
-
Edelstahlstreifen
-
Korrosions-widerstehende Legierung
-
Super Austenitedelstahl
-
Incoloy-Legierung
-
Legierung auf Nickelbasis
-
Präzisions-Legierung
-
Monel-Metalllegierung
-
Hastelloy-Material
-
Spezielle Metalle Inconel
-
Titanlegierungs-Material
-
Widerstand-elektrothermische Legierung
Ansprechpartner :
Amelia
Telefonnummer :
+86-13395102615
WhatsApp :
+8613584195955
Flansch geschmiedeter warm gewalzter Ring Ring Stainless Steel Hollow Shafts 253mA








| Herkunftsort | CHINA |
|---|---|
| Markenname | Chengjiu |
| Modellnummer | 201 304 304L 321 2520 2205 2507 316L |
| Min Bestellmenge | 1tons. Wir können Beispielauftrag auch annehmen. |
| Preis | $500- $5000 / ton (FOB) |
| Verpackung Informationen | Seetaugliche Standardverpackung |
| Lieferzeit | Innerhalb 15-30 Arbeitstage, nachdem Ablagerung oder L/C empfangen worden sind |
| Zahlungsbedingungen | L/C, T/T, Western Union |
| Versorgungsmaterial-Fähigkeit | 1800 Tonnen/Monat |

Treten Sie mit mir für freie Proben und Kupons in Verbindung.
WhatsApp:0086 18588475571
Wechat: 0086 18588475571
Skypen: sales10@aixton.com
Wenn Sie irgendein Interesse haben, leisten wir 24-stündige Online-Hilfe.
xProduktdetails
| Name | Edelstahl-Schmieden | Material | 304 316 310 410 |
|---|---|---|---|
| Größe | Nichtstandardisierte Gewohnheit | Folgende tiefe Verarbeitung | Schweißen, Decoiling, lochend, Ausschnitt |
| Wärmebehandlung | feste Lösung, alternd | Lieferfrist | 10-25 Werktage |
| Markieren | Edelstahl-hohle Welle 253mA,warm gewalzter Ring 253mA,Warm gewalzter Ring-Flansch schmiedete |
||
Produkt-Beschreibung
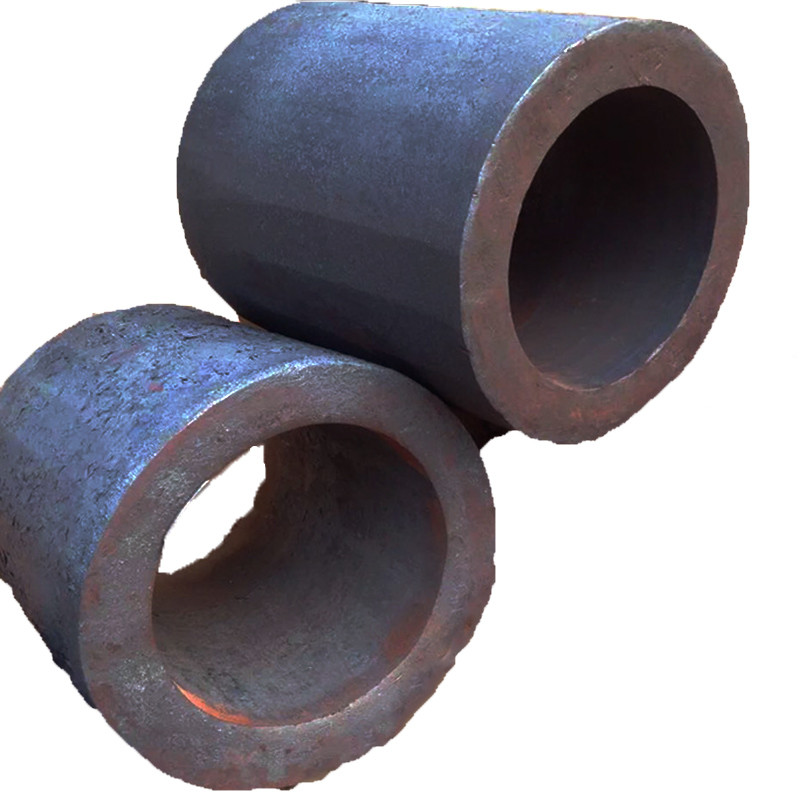
Flansch geschmiedeter warm gewalzter Ring Ring Stainless Steel Hollow Shafts 253mA
1. Einleitung
Eine der Eigenschaften des Edelstahlschmiedenprozesses ist niedrige Plastizität. Die Plastizität von Edelstahlzunahmen mit dem Anstieg der Temperaturoberfläche, Abnahmen mit der Abnahme der Temperatur, besonders martensitischer Edelstahl liegt besonders auf der Hand. Heizung sollte einheitlich sein, ungleiche Deformation und das Knacken zu vermeiden. Wenn er diese Art des Stahls, der Deformationsgrad sollte kleiner als sein schmiedet, müssen 60% und das benutzte Werkzeug zu 200~250℃ vorgeheizt werden. Wenn Schmiedenedelstahlbarren, es zuerst geschlagenes schnelles Schmieden sein sollte und dann allmählich Schmieden durch schlug, fristgerecht entfernen Sie Oberflächenrisse.
2. Produkt-Show
![]()
![]()
Empfohlene Produkte